

TABLE OF CONTENTS
3. Electro Chemical Machining – ECM
4. Electro Chemical Grinding – ECG
5. Electrical Discharge Machining – EDM
The various unconventional machining process are listed below.
Ultrasonic Machining – USM
Chemical Machining – CM
Electro Chemical Machining – ECM
Electro Chemical Grinding – ECG
Electrical Discharge Machining – EDM
Plasma Arc Machining – PAM
Laser Beam Machining – LBM
1. ULTASONIC MACHINING (USM)

- The main parts are generator, transducer, tool holder, table, power supply.
- Generator converts the low frequency (50 HZ) to high frequency (20,000 HZ) current.
- Transducer converts this high frequency current into mechanical vibrations.
- This mechanical vibrations are transmitted to the tool holder.
- Tool holder contains the tool to machine the work piece.
- During the vibration, tool vibrates along the work piece.
- During the tool vibration abrasive slurry is applied between the tool and work piece.
- Abrasive slurry is a mixture of the abrasive particle and water.
- These abrasive particles are used to remove the material on the work piece.
Advantages of Ultrasonic machining process
- Less skilled labor.
- Low production cost
- It can be used to machine complex shape.
Disadvantages of ultrasonic machining process
- It consumes high electric current
- Not suitable for remove of excess metal particles.
Applications of ultrasonic machining process
- It is used to make holes in brittle materials like glass, diamonds and ceramics.
- This method is used to machine conducting and non-conducting materials.
2. CHEMICAL MACHINING (CM)

- Also known as chemical milling.
- CM consists of Cleaning, Masking, Etching and Demasking.
- Cleaning – Initially the work piece will be cleaned using solvent.
- After the cleaning it is washed and also it is dried.
- Masking – it is the process of covering the portion of work piece which are not to be machined.
- Normally rubber sheet is used for masking.
- Etching – After the masking, the work piece is immersed in a hot chemical.
- These chemical is called as the enchant.
- Different enchant are used according to the work piece.
- Acids are used for steel. Ex. H2 SO4
- These acid converts the metal into metal salts.
- Ex. Fe →Fe2 SO4
- The metal removal rate depends on the concentration of enchant and the temperature.
- The MRR is high, when the concentration and temperature of enchant is high.
- The MRR is low, when the concentration and temperature of enchant is low.
- Demasking – After the etching the work piece is taken out from the enchant.
- Then it is cleaned in water and masking sheet is removed.
Advantages of chemical machining process
- Less skilled operator.
- This process is suitable for all type of metals.
- The rate of metal removal can be controlled easily.
- The metal can be removed uniformly.
- All sides of work piece can be machined at same time.
Disadvantages of chemical machining process
- It is a slow process.
- It is not suitable to remove large metal particles.
- Chemicals are injuries to health.
Applications of chemical machining process
- It can be used to machine irregular shape.
- Thin metal sheets are removed.
- Automobile parts and air craft parts are machined.
3. ELECTRO CHEMICAL MACHINING (ECM)

- It is a reversible process of electro plating process.
- The work piece is fitted in a fixture inside a tank.
- Tank consists of electrolyte.
- Generally sodium chloride or sodium nitrate is used as electrolyte.
- Work piece is immersed in this electrolyte.
- Positive terminal is connected with the work piece.
- Negative terminal is connected with the tool.
- During the process, electrolyte will be circulated by the pump.
- When DC supply is given, the electrons are released from the work piece.
- These electrons are carried away by the fast flowing electrolyte.
- Due to this action metal particles are removed from the work piece.
- Metal removal depends on the amount of current passes through the circuit.
Advantages of electro chemical machining process
- Simple and fast process.
- Good surface finish.
- Complex shapes are machined easily.
- No tool wear.
- Suitable for all metals.
- Rate of removal is more.
Disadvantages of electro chemical machining process
- High electric power is needed.
- Not suitable for non-conducting materials.
- Costly.
- Corrosion may occurs due to electrolyte.
Applications of electro chemical machining process
- Complex and Irregular shapes are machined easily.
- Gas turbine blades, impeller and air craft parts are machined.
4. ELECTRO CHEMICAL GRINDING (ECM)

- In this method, metal is removed by both electro chemical and grinding processes..
- Grinding process removes metal only 10 %.
- 90% of metal removal can be done by the electro chemical process.
- Grinding wheel is attached in the spindle. Spindle is used to rotate the grinding wheel.
- Work piece is connected to positive terminal. And the tool is connected to the negative terminal.mm gap is maintained during the process.
- An electrolyte is passed between this gap.
- Sodium chloride and sodium nitrate is used as a electrolyte.
- Electrolyte also act as a coolant. It is filtered and recirculated.
- When the power supply is given, the metal is removed by the electro chemical process.
- Some amount of metal is removed by the grinding process.
- Removed particles are carried by the electrolyte.
Advantages of electro chemical grinding process
- Fast process.
- Very hard materials are removed.
- Rate of metal removal is high.
Disadvantages of electro chemical grinding process
- Suitable only for conducting materials.
- High electric power is required.
- High investment.
- Not suitable for complicated shapes.
- Corrosion may occurs due to electrolyte.
5. ELECTRICAL DISCHARGE MACHINING (EDM)

- In this process metal is removed by the erosion.
- Work piece is held in the dielectric fluid.
- Positive terminal is connected with the work piece.
- Negative terminal is connected with the tool.
- Tool is used as a hollow. And it is made by copper or brass.
- Dielectric fluid is passed in the tool pipe.
- 0.005 mm to 0.05 mm gap is maintained between the work piece and tool.
- When the DC supply is given electric spark is produced in this gap.
- And High heat (12000C) is produced.
- Small area of the material is melted by this heat.
- Molten metal is spitted into small particles.
- These particles are carried away by the dielectric fluid.
- Dielectric fluid also act as a coolant.
Advantages of electrical discharge machining process
- Fast process.
- Conductive materials can be machined.
- Complex and irregular surfaces can be machined.
Disadvantages of electrical discharge machining process
- High electric power is needed.
- Suitable only for conductive material.
- Square corners cannot be formed.
Applications of electrical discharge machining process
- Used to make small holes in nozzles.
- It is used to machine hard and brittle materials.
- It is used to cutting off the work piece.
- It is used to sharpening the tool and cutters.
6. PLASMA ARC MACHINING (PAM)

- The ionized gas is called as plasma.
- When the gas is heated to a very high temperature it gets ionized.
- Metal is removed by passing this plasma on the surface work piece at high velocity.
- H2 or N2 gas is passed through the gas chamber.at high speed.
- Nozzle is provided at the bottom of the gas chamber.
- Tungsten electrode is fitted in the gas chamber.
- Electrode is connected with negative terminal.
- Nozzle and work piece are connected with the positive terminal.
- When DC supply is given, electric spark will be produced between the electrode and nozzle.
- Due to this gas will be ionized.
- Plasma is forced on the work piece through the nozzle.
- Metal is melted due to this plasma.
- And the melted materials are removed by the high velocity of plasma.
Advantages of plasma arc machining process
- Fast process.
- All metals are machined.
- Material can be machined up to 150 mm thick.
Disadvantages of plasma arc machining process
- Less surface finish.
- Less accuracy.
- High electrical power is required.
- Costly.
- UV and IR radiation affect the worker’s health.
Applications of plasma arc machining process
- Used to cutting Stainless steel and aluminium alloys.
- Used for cutting required profile in alloys.
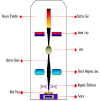
7. LASER BEAM MACHINING (LBM)

- Light Amplification by Simulated Emission of Radiation is called as LASER.
- It is a light beam having some wavelength.
- When the laser is focused by the lens, the metal is melted and vaporized due to the high temperature.
- The equipment has a ruby laser.
- It is placed inside the flash lamp.
- Flash lamp is filled with the xeon gas.
- When the power supply is given flash lamp gives light to the ruby crystal.
- Then the laser is stimulated and emitted by the ruby crystal.
- Laser is focused by the lens on the work piece.
- Due to this high temperature can be produced in the work piece.
- Then the metal is melted and vaporized.
Advantages of laser beam machining process
- Suitable for all metals.
- High accuracy.
- No force acts on the work piece.
- Metals and nonmetals can be machined.
- Curved and angular machining can be done easily.
Disadvantages of laser beam machining process
- High equipment cost.
- Life of flash lamp is short.
- Large amount of metal cannot be removed.
Applications of laser beam machining process
- It is used for producing very fine and minute holes. (0.005 mm dia)
- It is used to produce holes in surgical needles.
- It is used to make holes in hard in brittle materials.




{kind=link}
0 Comments
Write something...